head bolt holes are clean. Dirt in the threads may cause binding and result in a false torque reading. Use a tap to true-up threads and to remove any deposits.
Inspection
After the block has been thoroughly cleaned, make a check for cracks. Minute cracks not visible to the naked eye may be detected by coating the suspected area with a mixture of 25% kerosene and ~~0o light motor oil.
Wipe the part dry and immediately apply a coating of zinc oxide dissolved in wood alcohol. If cracks are present, the coating will become discoloured at the defective area. Replace the block if it is cracked.
Check all machined gasket surfaces for burrs, nicks, scratches, and scores. Remove minor imperfections with an oil stone. Check the flatness of the cylinder block gasket surface following the procedure and speci-fications recommended for the cylinder head.
Replace all expansion-type plugs that show evidence of leakage.
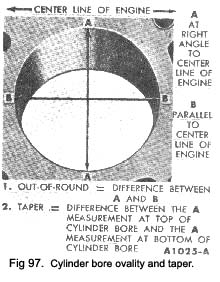
Inspect the cylinder walls for scoring, roughness, or other signs of wear. Check the cylinder bore for out-of-round and taper. Measure the bore with an accurate gauge following the instructions of the manufacturer. Measure the diameter of each cylinder bore at the top, middle, and bottom with the gauge placed at right angles and parallel to the centreline of the engine (Fig. 97).
Refinish cylinders that are deeply scored and/or when out-of-round and/or taper exceed the wear limits.
If the cylinder walls have minor surface imperfections, but the out-of-round and taper are within limits, it may be possible to remove the imperfections by honing the cylinder walls and installing new service piston rings providing the piston clearance is within limits. Use the finest grade of honing stone for this operation.
Refinishing cylinder walls
Honing is recommended for refinishing cylinder walls only when the walls have minor Imperfections, such as light scuffs and scratches or for fitting pistons to the specified clearance. The grade of hone to be used is determined by the amount of metal to be removed. Follow the Instructions of the hone manufacturer. If coarse stones are used to start the honing operation, leave enough material so that all hone marks can be removed with the finishing hone which is used to obtain the proper piston clearance.
Cylinder wails that are severely marred and/or worn beyond the specified limits should be refinished. Before
|
any cylinder is refinished; all main bearing caps must be in place and tightened to the proper torque so that the crankshaft bearing bores will not become distorted from the refinishing operation.
Refinish only the cylinder or cylinders that require it. Refinish the cylinder with the most wear first to deter-mine the maximum oversize, If the cylinder will not clean up when refinished for the maximum oversize piston recommended, replace the block.
Refinish the cylinder to within approximately 0.0015in. of the required oversize diameter. This will allow enough stock for the final step of honing so that the correct surface finish and pattern are obtained. For the proper use of the refinishing equipment, follow the Instructions of the manufacturer. Only experienced personnel should be allowed to perform this work.
After the final operation in either of the two refinishing methods described and prior to checking the piston fit, thoroughly wash the cylinder walls with solvent to remove all abrasive particles: then thoroughly dry the walls. Check the piston fit. Mark the pistons to corres-pond to the cylinders in which they are to be installed. When the refinishing of all cylinders that require it has been completed and all pistons are fitted, thoroughly clean the entire block to remove all particles from the bearing bores, oil passages, cylinder head bolt holes, etc. Coat the cylinder walls with oil.
|
 **
**